内容摘要:一、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。 二、材质要求:高强度铸铁HT200-300,硬度:HB170-240。 三、人工退火:在回火窑经过...
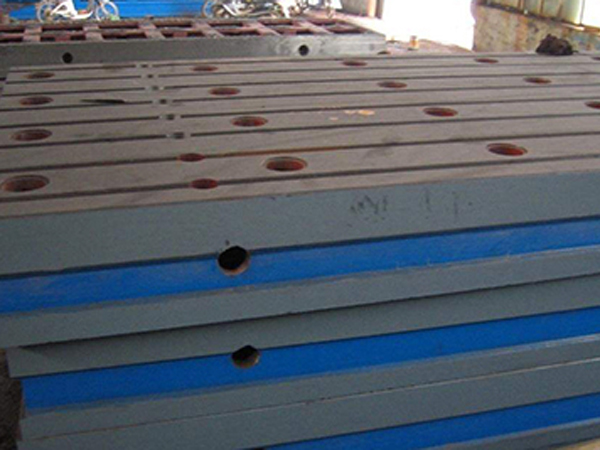
一、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
二、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
三、人工退火:在回火窑经过600-700度高温退火时效处理。
四、自然时效:按标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在国际上已普遍使用。
五、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。
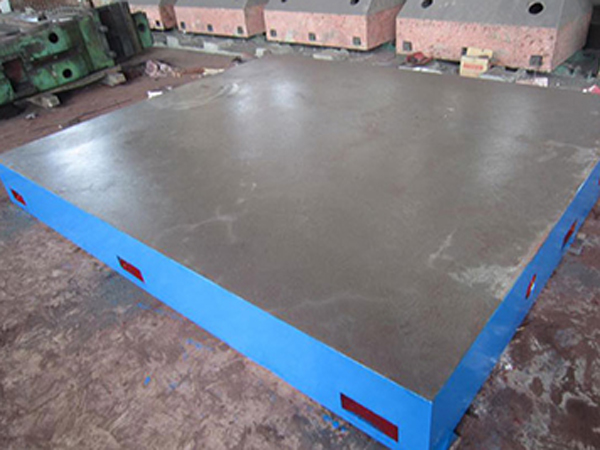
六、铲刮工艺:人工铲刮在铸铁平台加工过程中是 重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
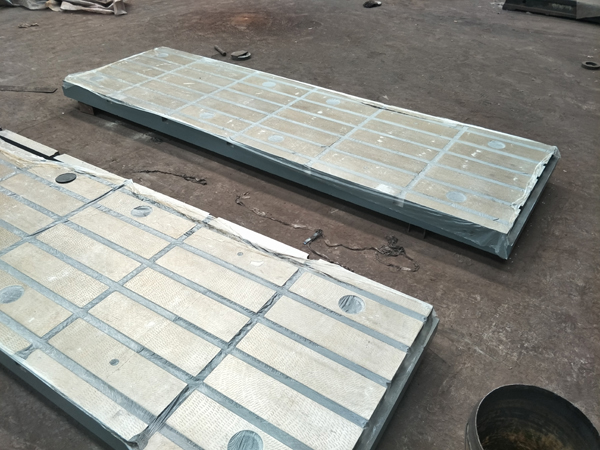
七、清砂与涂漆:平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。
八、包装要求:主要是木质包装,尽量选用厚质木材覆盖平台上工作面,必要时做全封闭包装。包装前平台工作面防锈措施一定要做好。
九、运输要求、在平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。平台不要摞放过高以免挤压变形。
十、配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。
十一、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮修复。
十二、正确使用:铸铁平台在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个铸铁平台的有效面积。
铸铁平台的一般生产流程:
1、制定生产计划,设计图纸;
2、制作消失模-泡沫型;
3、沙坑造型;
4、浇注;
5、毛坯铸件进行回火;
6、机床粗加工;
7、进行二次回火消除内应力,防止变形;
8、进行机床精加工,平台外形尺寸到位;
9、平面度要求高的平台进行人工刮研处理;
10、处理平台的外观,并进行包装。